Свариваемость: Плохая. Сложный состав, включающий молибден (М), ниобий (Б), титан (Т) и алюминий (Ю), предрасполагает к образованию горячих трещин при сварке. Сварка плавлением (аргонодуговая, электронно-лучевая) крайне затруднена и применяется только для специального ремонта с использованием точно подобранных присадочных материалов, строгого контроля тепловложения и обязательной последующей полной термообработки. Для изготовления деталей сварка, как правило, не используется.
Обрабатываемость резанием: Очень плохая. Высокое содержание легирующих элементов, обеспечивающих жаропрочность, делает сплав исключительно трудным для механической обработки. Обладает высокой прочностью, вязкостью и сильной склонностью к наклепу. Вызывает катастрофически быстрый износ режущего инструмента из быстрорежущей стали. Обработка возможна в основном твердосплавным инструментом на низких скоростях с большими усилиями. Широко применяются абразивные и электроэрозионные методы обработки.
Деформация (ковка, штамповка): Только горячая деформация в узком температурном интервале, примерно 1150-1000°C. Обладает высоким сопротивлением деформации, требует мощного прессового или молотового оборудования. Режимы нагрева и деформации строго регламентированы для предотвращения перегрева и получения требуемой мелкозернистой структуры.
Термообработка: Сложная многоступенчатая термообработка, направленная на дисперсионное твердение. Типичный цикл включает:
Гомогенизирующий отжиг/закалка с температуры около 1200°C для растворения крупных избыточных фаз и выравнивания состава твердого раствора.
Старение (или двойное старение) в интервале 850-1050°C для выделения мелкодисперсных упрочняющих фаз — интерметаллидов на основе никеля, алюминия и титана (γ'-фаза Ni₃(Al,Ti)) и карбидов ниобия. Конкретные температуры и время выдержки являются ноу-хау и определяют конечный комплекс свойств (прочность, пластичность, ползучесть).
Отправьте запрос на почту zakaz@zagotovka-rus.ru или позвоните по телефону 8 (800) 302-64-26 — и мы подготовим коммерческое предложение с детализированным счётом за 1 час.
Контакты:
Название компании, ИНН.
ФИО и телефон для связи.
Детали заказа:
Наименование товара.
Количество (метры/штуки/тонны).
Чертеж или эскиз (если нужна обработка).
Дополнительно:
Срочность, условия доставки (самовывоз/ТК), требования к упаковке.
Пришлём счёт с:
Все, что вы хотели знать о металлических и полимерных заготовках
"Заготовки в размер" – это металлические или полимерные детали, вырезанные, отрезанные или нарезанные строго по вашим чертежам и спецификациям. Они экономят ваше время и ресурсы: исключают этапы разметки и первичной обработки сырья (листов, прутков, труб) на вашем производстве, минимизируют отходы благодаря оптимизированному раскрою и сразу готовы к дальнейшим операциям (гибке, сварке, сверлению, фрезеровке, сборке).
Вы выбираете материал из нашего ассортимента – мы поставляем его и выполняем необходимую обработку (резку в размер и другие операции) "под ключ". Это самый популярный и удобный для клиента вариант.
Точность зависит от материала, толщины и выбранной технологии:
Конкретные допуски уточняйте при заказе!
Для точных отрезков труб, прутков: Дисковая/ленточная резка.
Да, обязательно и бесплатно! Используем специализированное ПО для размещения ваших деталей на стандартном листе/прутке с целью максимального уменьшения отходов. Это может снизить ваши затраты на материал до 10-25% по сравнению с самостоятельным неоптимизированным раскроем.
При правильном подборе технологии – нет.
Консультируем по выбору метода для вашего конкретного пластика!
Да, преимущественно методом Гидроабразивной резки (WaterJet). Это "холодная" резка, которая не расслаивает материал, не плавит матрицу и не тупит режущие кромки так быстро, как механические методы. Лазерная резка композитов сложна и не всегда применима.
Мы используем все виды транспорта в зависимости от габаритов и срочности:
Мы осуществляем поставки по всей России:
Для отдаленных регионов (Крайний Север, Дальний Восток) возможна доставка авиатранспортом или морским путем.
Да, мы предоставляем бесплатную доставку при следующих условиях:
При заказе менее указанных сумм стоимость доставка рассчитывается индивидуально.
Процесс заказа прост и понятен:
Средний срок выполнения заказа - от 1 до 10 рабочих дней в зависимости от сложности.
Безналичный расчет для юридических лиц и ИП по счету. Для физических лиц возможны другие варианты (уточняйте).
Для бюджетных организаций работаем по 44-ФЗ и 223-ФЗ.
Минимальные условия заказа:
Для оптовых покупателей и постоянных клиентов условия обсуждаются индивидуально.
На всю продукцию предоставляем полный пакет документов:
Для специальных применений (медицина, авиация) предоставляем дополнительные сертификаты.
Наш многоступенчатый контроль качества включает:
Мы гарантируем:
Гарантийный срок на металлические заготовки - 12 месяцев, на полимерные - 6 месяцев.
Реальные мнения компаний, которые работают с нашими заготовками
Технический директор, ООО "МашПром"
"Работаем с металлическими заготовками более 3 лет. Качество стали 40Х всегда на высоте, геометрия соответствует чертежам. Особенно ценю оперативность при срочных заказах - несколько раз выручали в авральных ситуациях."
Начальник ОТК, ЗАО "ЭлектроПрибор"
"Заказываем полимерные заготовки для корпусов приборов. Поликарбонат и АБС-пластик отличного качества - без внутренних напряжений, с однородной структурой. Минимальный брак на производстве снизился на 30% после перехода на ваши материалы."
Директор по производству, НПК "АвиаТех"
"Постоянно заказываем резку в размер алюминиевых сплавов, титана и бронзы для авиационных компонентов. Толщины от 5 до 120 мм. Лазерная резка сложных контуров с допуском ±0.05 мм - это наш стандарт сотрудничества. Ни разу не было возвратов по качеству за 5 лет."
Технический директор, ЗАО "СудоКомплект"
"Работаем с резкой алюминиевых и дюралевых листов толщиной до 150 мм для судовых конструкций. Качество плазменной резки превосходное - минимальная зона термического влияния, точные размеры. Медь толщиной 100 мм режут с ювелирной точностью - лучшие в отрасли!"
Начальник цеха, ООО "ТеплоСистемы"
"Заказывали резку латунных труб Ø250 мм с толщиной стенки 15 мм для теплообменников. Выполнили идеально - кромки без заусенцев, геометрия в допуске ±0.1 мм. Особенно впечатлила резка бронзовых кругов толщиной 80 мм - справились там, где другие отказывались."
Главный инженер, ООО "ЭлектроМеталл"
"Заказывали резку медных листов М1 толщиной 40 мм и кругов Ø600 мм для шинопроводов. Качество превосходное - кромки чистые, без окислов и деформаций. Точность геометрии ±0.2 мм при таких размерах - это впечатляет! Теперь только у вас берем обработку меди."
Более 200 компаний доверяют нам свои производства

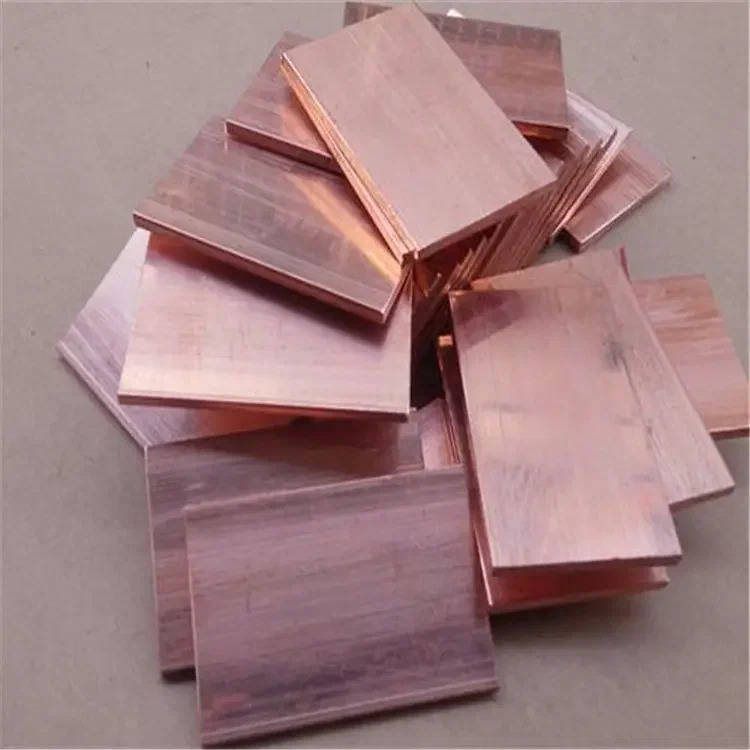
Медная плита в размер

Круг из легированной стали

Круг в размер

Медный круг по длине
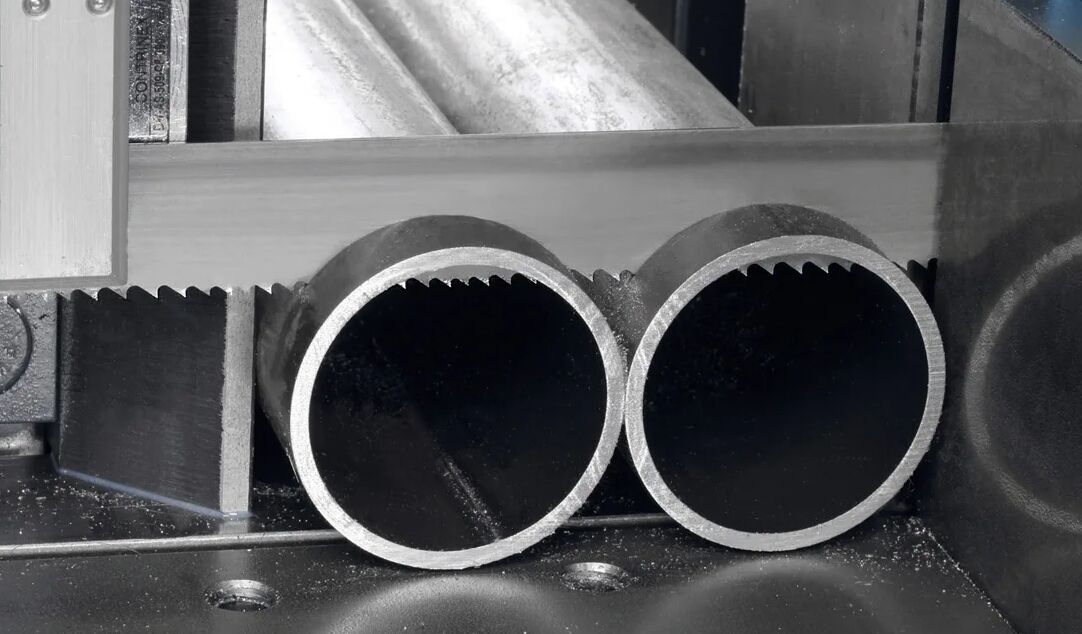
Трубы в размер

Карточки на заказ

Медные заготовки по чертежам

Медные листы, плиты в размер

Карточки из нержавейки

Латунный круг по длине
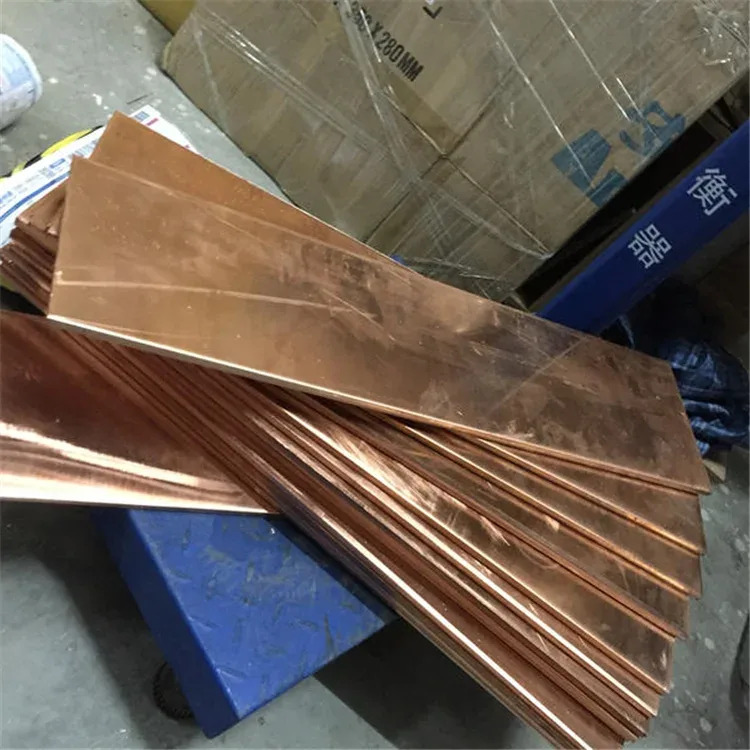
Медный лист по ширине

Медь, титан, латунь заготовки

Резка круга на блинчики
Бронзовые карточки по размерам
Напишите нам! Наши инженеры разработают индивидуальное решение специально для ваших задач с оптимальными характеристиками
ЗапроситьМеталлы, полимеры, композиты
Размеры, форма, характеристики
Оперативное производство
© 2026. Производство и продажа металлических и полимерных заготовок.
Телефон: 8 (800) 302-64-26 | Email: zakaz@zagotovka-rus.ru